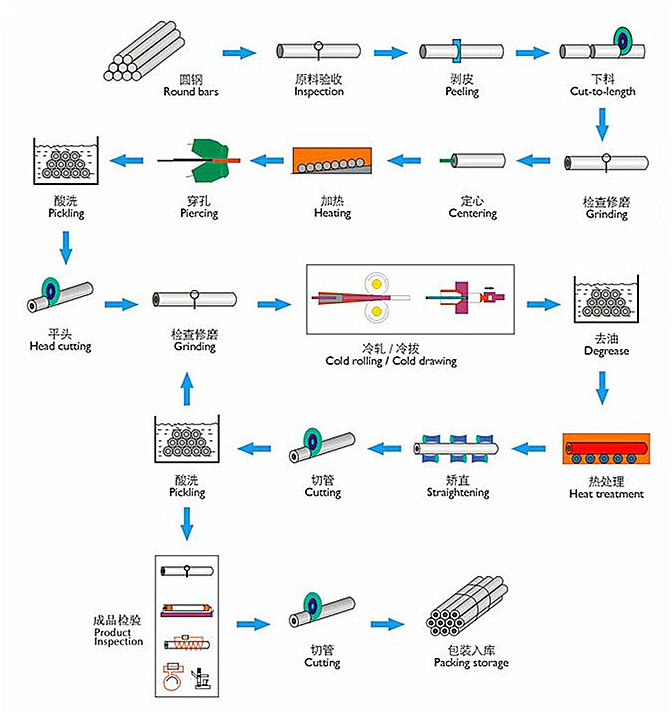
Tuyau d'acier de SMLS & SEAMLESS
Taille: od: 1/8 ''~ 48'' (10.3 ~ 1219mm); poids: sch 10 ~ 160, sch std, sch xs, sch xxs
Longueur: longueur fixe (5.8/6/11.8/12mtr), srl, drl
Standard et grade: astm a106, grade a/b/c
Extrémités: extrémités carrées/extrémités simples (coupe droite, coupe à la scie, coupe au chalumeau), extrémités biseautées/filetées
Livraison: dans les 30 jours et dépend de votre quantité de commande
Paiement: tt, lc , oa , d/p
Emballage: empaqueté/en vrac, chapeaux en plastique branchés, papier imperméable enveloppé
Utilisation: utilisé pour la livraison liquide de basse pression, telle que l'eau, le gaz, et le pétrole
 Français
Français Español
Español Português
Português English
English اللغة العربية
اللغة العربية Русский язык
Русский язык